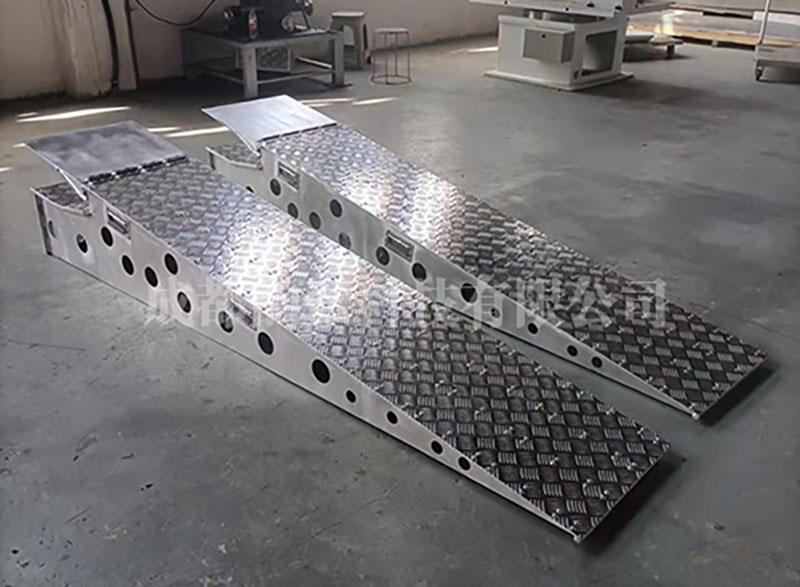
鋁闆焊縫打磨效果
詳細介紹:1焊接的(de)處理(lǐ)一(yī)側焊接55°,多邊合作焊接35°。降低(dī)缺陷的(de)導緻幾率。1.1焊前消除工作上消除焊接地(dì)域的(de)沉渣,用不鏽鋼闆材刷或二甲苯清除。消除完畢後立刻焊接。1.2加熱溫度和(hé)固層溫度的(de)控制加熱溫度控制在80℃~120℃正中間,固層溫度控制在60℃~100℃正中間。溫度過了高(gāo)使裂縫的(de)導緻幾率提高(gāo)。2.合理(lǐ)選擇規範基本參數根據焊接特性來試驗和(hé)确立基本參數。2.1焊接電總流量非常大熱輸出量不夠,易出現未焊接的(de)難點。2.2送絲速度...
詳細介紹:
1焊接的(de)處理(lǐ)
一(yī)側焊接55°,多邊合作焊接35°。降低(dī)缺陷的(de)導緻幾率。
1.1焊前消除工作上
消除焊接地(dì)域的(de)沉渣,用不鏽鋼闆材刷或二甲苯清除。消除完畢後立刻焊接。
1.2加熱溫度和(hé)固層溫度的(de)控制
加熱溫度控制在80℃~120℃正中間,固層溫度控制在60℃~100℃正中間。溫度過了高(gāo)使裂縫的(de)導緻幾率提高(gāo)。
2.合理(lǐ)選擇規範基本參數
根據焊接特性來試驗和(hé)确立基本參數。
2.1焊接電總流量非常大
熱輸出量不夠,易出現未焊接的(de)難點。
2.2送絲速度要适當調高(gāo)
焊接電總流量提高(gāo),送絲速度也相對性提高(gāo)。
2.3焊接速度的(de)選擇
建議采用非常大的(de)焊接電總流量和(hé)較慢的(de)焊接速度。
2.4焊機(jī)角度的(de)選擇
焊機(jī)角度在90°左右,過金剛号過小全是會造成 焊接缺陷。